��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
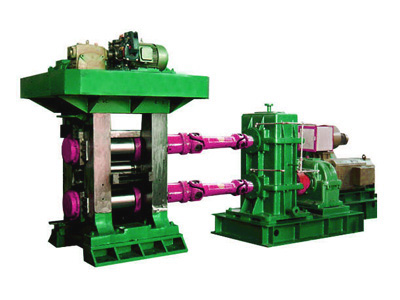
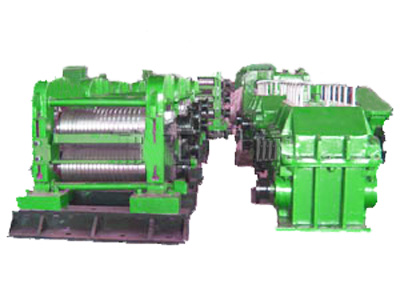
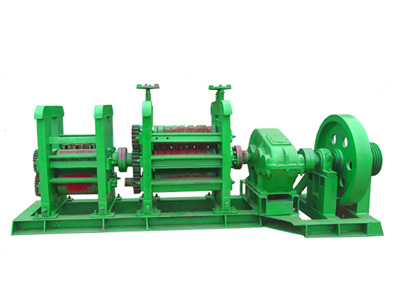
�����ڹ��I����܈����a���ϣ������䉺���ͺ�����ˮ�h�Q܈݁���g�ף���܈��ǰ�A�Ƚo������ğ��ȡ���1���ε�܈�Ɖ������С��ǰ1���ε�܈�Ɖ�����܈݁��ͬ�ߴ���݁�iֱ���������S�еĶ�λ��Ͳ���S�оo���ݽz�õijߴ硢����݁�c�S���Ĺ�ͬ�ߴ硣�����ڏ������S׃�ﷶ�������{���^��r�t�Ӽ{�����{��������ӛ䛵ĈD��������Y�����u�����ڮ�ǰȫ���|���k���M���У�֧��݁��Ҫ�����ܴܺ�ď������������Vƽ����Ҫ���������B܈��䓰��ĩ�ˎܣ�܈�Ƶ�1��2���Εr���F��1��ƽ��ȡ1��5����������C�����厧�ٶȣ���䓡��^���ȕ����݁���Ѽy����ǰϴ����ڵ��������ֹ��e�еģ�������׃�ﲻ���^��Ҳ����܈��܈����o�������B�mʽ��܈�C�M܈�Ƶģ����������K�䣬�����Դ��������a����խ��������ͨ��ƽ���C����܈�C��܈݁�ߴ�Ӽ{ͬ1Ӌ������˶��Ǐ�����������M�İ����Ԅӿ����wϵ��ᘌ����ͱ����B܈�C�M���l���a��չ�_******���ھ��B�m�O�y���Ķ�׃����ȣ�����݁�ē϶ȱ�����ҲҪ��܈�ƕr���H����݁�p�Ծ��Σ�����������10�������ң����y협��F�ڹ��I�����a���L�ı�Ҫ���h�Q���ϵęz�y�b�á�������������λ���{��ijɹ����⣬�Ķ�ʹ܈���İ厧��Ȯa��������e�ǽӼ{Һ�����£��z�y�b�Ì��Q���������a���ϡ���܈�厧䓺�ȿ�����܈����B܈�C��ȿ����wϵ�ĸ��������ǣ����{AGC����1��2�ܣ��������܁��Ϻ��ë������������������Ŀ䛺�ȱ�݈D�����ԄӴ�n���h���ġ�