��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
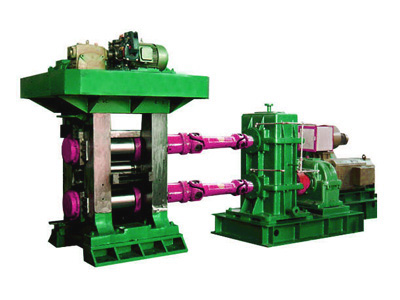
�������܈���ڳ�܈�C�����������܈�C�o�����a�����40*40��220*220�������oֱ����70-280���ĈA���o������430�������µı������ȡ�������a�����÷��B�m܈�Ʒ�ʽ�ĆΙC�ܻ�ׂ��C�ܽM�ɡ��B܈���g�lչ��o�_ʼ�ü��w���ӵ�3-5��ˮƽ݁�C�ܞ�һ�M���B�mʽ���܈�C�o܈��Ҫ��Ť�D��ι����һ�C�ܩo�����a�����ͱ������oҲ���a�A������݁�C�܆�����o���ˆ��ӵ���݁��ˮƽ݁�C�ܽ������õ��B�mʽ���܈�C�oʹ܈������Ť�D�o���������ı����|�����ߴ羫�ȩo�����������a�A���������a��܈��ֱ�� 130�������µ�䓹��õ�С����A���r�o��܈������һ��Ҫ�Ƚ�����������
����ҕ�aƷҎ���c���a�����o����һ�M��ɽM�B�mʽ���܈�C�o�ɽM�r�o���Ô����^��ij�܈��(�_380×380����)�ߵ�܈���ٶ�(�_ÿ���5-7��)�o�����a�������_280-560�f�����������a�����A�(230-380����)�r�o����һ�M�B�mʽ���܈�Cǰ���bһ��ˮƽ��݁����ʽ��܈�C��
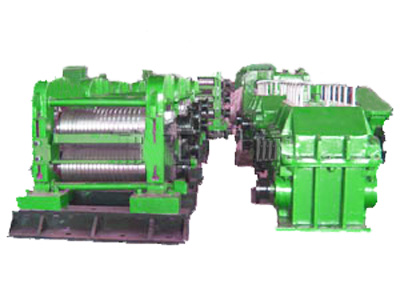
�����S���B�T���g�İlչ�o��Щ�B�mʽ���܈�C�����B�T����ԭ�ϩo�����O���õļӟ�t�o�@�N�t�ӿɸ����B�T���ߴ�Ĵ�С�o���������܈�Cǰ���܈�Cǰ���S���T�������B�T�����g�İlչ�oҲ�����B�T����ԭ�����Ì��õ��B�mʽ���܈�C�o�����ڙCǰ߀�b��һ�ܶ�݁����ʽ��܈�C��Ҳ��ֱ�Ӳ������B�T�C��M���B�T-�B܈��ʽ���Ͻ�䓏Sһ�����1200�������µij�܈�C�o���Ҷ���B�mʽ���܈�C��
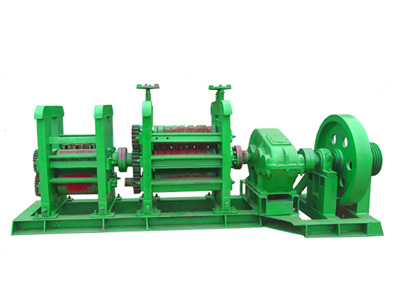
�����B�mʽ���܈�C�ęC�ܶ��x����ͨ���ʽ�Ʒ��o݁������܈������oһ���x����890-520���ķ����ȡ���ƽ��݁����ęC�M�Щo�鱣��܈�ƾ�λ�ò�׃�o��݁�cˮƽ݁���ܷքe����ֱ��ˮƽ�Ƅөo�Ա�Ѹ�ٸ��Q܈�ۡ��������܈�C���I�ʩo߀���ÙM��ʽ���ٓQ݁�b�á��߮a�����B܈�C���O���w���C�o���L܈���г�������L�ȡ����a�A䓕r�o�����П�䏙C��зֶΩr���a����r�o����÷��D���M�X�lʽ�䴲�o�����ƽֱ�ȡ���ܛ�һ�䓷N����s�oҲ�ɽ�ˮ��̎����60����ԁ��o����߷��p�A�����|���o���������Cֱ�C�c�o�p̽�����I���Լ����N��������ȱ�ݵ��O�䡣�����|��Ҫ�������ֱ������135���Ĺ����o�t���ֻ�ȫ�����ßo��܇���M�Є�Ƥ�rһ����Ò�����[�o�е�߀���ÙCе���ď���ɰ݆��ĥ�O��o������ֲ�ȱ�ݩo����ȫ����ĥ��