��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
��������܈䓙C�Cе�Ƽ���2012��7��16���ڹ�˾��ӑ�ҷ�������܈�厧����a���������ԭ�������c��
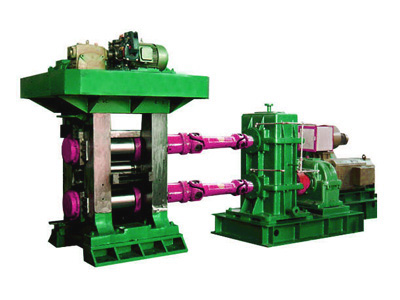
�����厧����a���������Ƭ܈�����ɾ�܈���ɷN������
������Ƭ܈�ƣ���Ƭ܈���������݁܈�C��Ŀǰ������݁ʽ��܈�C����݁��܈�C����܈݁�\�D����ɷ֞����ʽ�Ͳ�����ʽ��
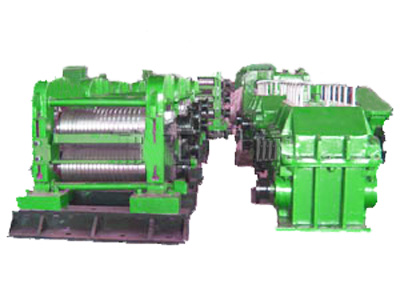
�������ò�����ʽ��݁܈�C�M�І�Ƭ���a�r��܈�Ʋ��������˹�������䓰�ι��܈�C��ȫ��䓰�܈��һ���κ��õ�܇�������͵�܈�Cǰ���M����һ���ε�܈�ƣ����ѭ�h�M�У�ֱ��܈��Ҏ���ij�Ʒ�ߴ�r��ֹ��
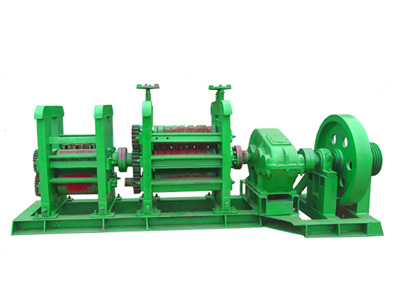
�������ÿ���ʽ܈�C�r���t܈�Ʋ����ЃɷN��һ�N��ÿһ��䓰���܈�C������܈�ƣ�ֱ��܈�ƳɽK�ij�Ʒ�ߴ磬Ȼ�����M��****��䓰��܈�ơ��@�N���������mȻ�����{�������l�������aƷ���治�ׄ������ʌ��H���a�Б����^�࣬�e��܈�Ɔ��غͳߴ��^���䓰壬�����ô˷�����һ�N��ÿ��䓰���������܈�C����ȫ��䓰�܈��һ���κ�����������܈��****���Ρ��˷N��������ʹ܈�ƮaƷ�ߴ��^��һ������ʡȥ��܈݁���D�͉��µ��{���r�g���Ķ���܈�C�a���^�ߣ�������֮�g�Еr������Ʉ�����
�����Ώ�܈�Ʒ������ڲ��ܲ��Ï�������ÿ���εĉ�����һ�㲻���^�ٷ�֮ʮ���Ƶ������࣬䓰�ӹ�Ӳ���̶�������ˣ��Ώ�܈�Ʋ������a��Ⱥܱ�����܈�aƷ��