��ǰλ�ã���x�к���Cе��������˾ > �ИI�YӍ > ����
|
܈���ˇ�ƶ� |
��ˇ�˜� |
��ˇ���g |
��ˇ�l�� |
|
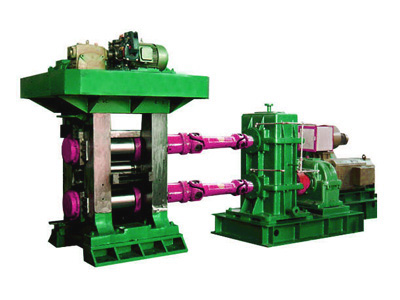
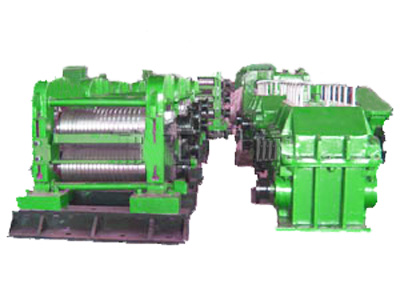
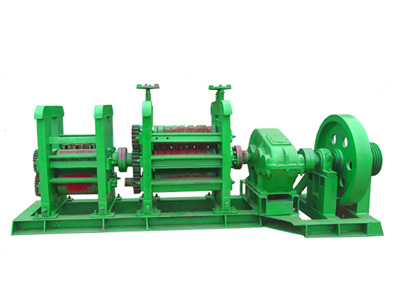
����“�IJ�܈”“����”“���M ��”“һ�J��” �IJ�܈���͜�䓲�܈ ���������^���|���� �ò�܈���O���й��� ��܈���C�M���� ��܈�� ���ڣ����^�죬�ڿ� �������{���� ���M�⣺�|�z�T�M�⣬�� ������M�⡣ һ�J�棺�����J�档 |
1#ˮƽ܈�Cƽ����ͣ� 2#��ʽ܈�C������� 3#ˮƽ܈�Cƽ�E�A���� 4#��ʽ܈�C�A���� 5#ˮƽ܈�C�E�A���� 6#��ʽ܈�C�A���� 1#�����^β |
���ܴ����� ���Ƹ���Ҏ ��ͬ���� ܈�Ƴ���� �M�п���, ��������| ����ɴ�܈ �C���g��� ��������ȡ ��ͣ��ʩ�� |
1.��sˮ��Ҫ���ڙz��ÿ��܈�C��݁ˮ�̶ܹ��Ƿ��ι̣�ˮ�|Ҫ�l�F��hˮ�^�ڜ��ᣬ���r֪ͨ����ˮ�ù����r�����ͼ�ˎ̎�����_������ˮ�|�_���Ҹ���≤20mg/l��≤10mg/l ��ˮ��Ҫ������݁ˮ���m�У�ˮ�����C��2-3���ﷶ���ȣ�ˮ��Ҫ�l�Fˮ�����P�g���غͶ���ˮ�������ļ��r���Q����ÿ�Ιz�ޓQ݁�r��횴��_�z��ÿ��܈�C���ܽ��^̎�Пo�s�����ˮ�ܡ� 2.���l��Ҫ���ϵ�ÿ�ܴ���ںͳ��ڌ��l�̶��ι̣���Ҫ��ĥ�p������֮�ȣ��L�ӌ��l�_����݆���D형��o����F���͚❙����·���^�B���ι��������㣬�L�ӌ��lҪ���ʂ��һ�ϸ������ģ�����ӌ��lҲ��ͬ��Ҫ�����ÙC���ϵČ��l����b�����_���ϸ���á� |